



 850x1000 HERKULES X-CNC / Herkules
850x1000 HERKULES X-CNC / Herkules

| mm | 0° | 45° | 60° | -45° | -60° |  |
 |
|---|---|---|---|---|---|---|---|
 |
850 | x | x | x | x | x | x |
 |
1000x850 | x | x | x | x | 1000x460 |
 |
 |
 |
 |
 |
|---|---|---|---|---|
| 3x400V | 11,0 | 15-80 | 9490x67(80)x1,6 | 11800 |
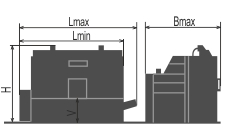
| Lmin | Lmax | Bmin | Bmax | Hmin | Hmax | V |
|---|---|---|---|---|---|---|
| 4760 | 6280 | 3140 | 3140 | 2820 | 3260 | 620 |
- Vysoce produktivní automatická, hydraulicky ovládaná dvousloupová pásová pila s vícenásobným podáváním materiálu.
- Pila je určena pro dělení materiálu v kolmých řezech.
- Pila je určena k řezání ocelového materiálu.
- Na pile je možno řezat také lehké kovy. Zde doporučujeme konzultaci o použitelnosti pily s výrobcem.
Řídící systém:
- Stroj je vybaven programovatelným PLC SIEMENS SIMATIC S7-1200. Pohon pilového pásu, pohyb ramene a pohyb podavače jsou kompletně řízeny a poháněny technologií SIEMENS.
- Barevný dotykový displej- HMI SIEMENS TP 700 COMFORT umožňuje snadnou komunikaci s obsluhou stroje. Znázorňuje pracovní stavy jako rychlost pásu, řezný posuv a stavy jednotlivých pracovních pohybů a informace o řezných programech.
- Pila umožňuje pracovat s dvěmi režimy:
- POLOAUTOMATICKÝ REŽIM: Pila okamžitě řeže materiál v poloautomatickém režimu. Obsluha používá podavač pily k manipulaci s řezaným polotovarem a k přesnému posunutí polotovaru do zóny řezu. Pohyb podavače je realizován pomocí manuálních tlačítek, nebo pomocí funkce GTO. Po odstartování funkce GTO obsluha zadává pozici podavače, mačká tlačítko START GTO a podavač se na zadanou pozici posune
- AUTOMATICKÝ REŽIM: Podavač podává řezaný polotovar na základě zadaného programu. Obsluha nastavuje program řezání a pila poté tyto programy realizuje. Obsluha může uložit až tisíce programů. Součástí jednoho programu je kompletní nastavení řezu: rychlost pásu, hodnota řezného posuvu, nastavení automatické regulace, nastavení výšky řezané tyče, nastavení délky tyče a počtu řezů. Délku a počet je možno nastavit v 20 řádcích. Pila automaticky podá různě zadané délky.
- Regulace řezného posuvu je realizována řídícím systémem pomocí servomotoru a škrtícího ventilu hydrauliky. Tím je dosažen přesný řezný posuv. Obsluha pily zadá do programu požadovaný řezný posuv (mm/min) a pila tento posuv nastaví. Použitý způsob řízení není závislý na teplotě (viskozitě) hydraulického oleje.
- Dva základní režimy automatického systému regulace (ASR): ARP a RZP.
- RZP = Regulace zón. Systém umožňuje v 5-ti zónách řezaného materiálu nastavit optimální řezný posuv a rychlost pilového pásu v závislosti na poloze pásu. Obsluha může volit 2 strategie nastavení: DEFENZIVNÍ nastavení je vhodné pro řezání velmi tvrdých materiálů při použití karbidových pilových pásů. Řezný posuv je na začátku a na konci řezu snížen. OFENZIVNÍ nastavení podporuje výkonné řezání kulatin. Řezný posuv i rychlost pásu jsou na začátku a na konci řezu zvýšeny. Jde o podobný princip, jako u režimu ARP. Výhodou je možnost regulace rychlosti pilového pásu.
- ARP= Systém automatické regulace řezu v závislosti na řezném odporu materiálu nebo otupení pilového pásu. Systém nabízí dva základní režimy ARP: BIMETAL a KARBID
- Režim BIMETAL je vhodný pro optimalizaci řezného posuvu při řezání profilů (jeklů) prostřednictvím bimetalových pásů. Řezný posuv je vyšší, pokud pilový pás řeže stěny profilu. Jakmile se pás dostane do řezu plného materiálu, systém automaticky sníží řezný posuv tak, aby nebyly zahlceny zubové mezery pásu a nedošlo k “podříznutí“.
- Režim KARBID je vhodný pro řezání plných průřezů tyčí. Při nadměrné zátěži pilového pásu (např. pokud je pás opotřebený), řídicí systém sníží řezný posuv. Reakce na změny je výrazně pomalejší než v režimu BIMETAL.
- Ovládací panel je umístěn v ochranném krytu napínací kladky. Sestává se z mechanických tlačítek a digitálního displeje řídícího systému pily. Mechanická tlačítka slouží pro ovládání základních pohybů pily (pohyb ramene, svěráků a pohyb podavače) a spouštění pracovního cyklu pily. Ovládací panel je vybaven bezpečnostním tlačítkem pro zastavení pily a mechanickým ovladačem pracovního posuvu do řezu. Tlačítka pro ovládání pohybů stroje jsou součástí velmi kvalitní foliové klávesnice.
- Bezpečnostní modul s autodiagnostikou.
Konstrukce:
- Pila je konstrukčně řešena tak, aby odpovídala extrémnímu namáhání ve výrobních podmínkách. Pásová pila má robustní konstrukci, která předurčuje modely Herkules k využití karbidových pilových pásů.
- Rameno pily s uložením sloupů těsně u upínacího svěráku a pilového pásu v těsné blízkosti sloupů minimalizují vibrace a umožňují maximální řezný výkon stroje.
- Rameno je robustní svařenec a je navrženo tak, aby byla zajištěna potřebná tuhost a přesnost řezání.
- Rameno se pohybuje na dvou sloupech pomocí čtyřřadého lineárního vedení s vysokou únosností. Pohyb ramene pily pomocí dvou hydraulických válců.
- Robustní litinové kladky skloněné o 25 stupňů oproti rovině řezu. Díky sklonu ramene je dosaženo snížení zkrutu pásu a dosaženo možnosti přiblížit pás do minimální vzdálenosti od lineárního vedení na sloupech. Toto uspořádání vede k eliminaci vibrací a umožňují maximální řezný výkon stroje.
- Pila používá inkrementální čidlo pro vyhodnocení polohy ramene nad materiálem. Horní pracovní poloha ramene je ovládána automatickým dorazem pracovní polohy (DPP). Horní pracovní polohu ramene je možno také nastavit zadáním hodnoty do řídícího systému pily.
- Dolní poloha pomocí stavitelného dorazu a mikrospínače. Dolní pracovní polohu ramene je možné také zadat přímo do řídícího systému pily. Po dosažení nastavené dolní koncové polohy se rameno zastaví.
- Hlavní svěrák je robustní ocelový svařenec.
- Hlavní svěrák s dělenou čelistí pro fixaci polotovaru před i za řezem. Čelisti zajišťují bezpečné upnutí materiálu. Optimalizace pohybu třísek skrz pevnou čelist svěráku přímo do vynašeče třísek.
- Pohyb čelistí po dvou kolejnicích lineárního vedení, pomocí hydraulického válce. Jedna čelist je dlouhozdvihová. Druhá čelist je krátkozdvihová (uvolňuje svou pozici při podávání tyče, tím nedochází k opotřebení čelisti a prokluzu materiálu). Krátkozdvihová čelist = bezkontaktní podávání křivého materiálu.
- Regulační ventil pro nastavení tlaku svěráku, indikace tlaku na manometru.
- Velmi tuhý podavač s krokem podání 990 mm se pohybuje po čtyřech kolejnicích lineárního vedení, pomocí hydraulického válce.
- 2 rychlosti podavače (manipulační a dojezdová). Dva způsoby podávání materiálu: NORMAL (podavač se pohybuje mezi nulovou pozicí a pozicí zadané délky podání) nebo INCREMENTAL (podavač se posune na limitní hodnotu, upne tyč a postupně ji podává do řezu.
- Inkrementální přímočarý snímač a magnetická páska pro indikaci polohy podavače a funkce GTO (jdi na pozici).
- Indikace materiálu v podavači: optické čidlo oznamuje, že v podavači je materiál. Pokud materiál není v podavači, signál z čidla se odrazí na sklíčku, které je umístěno na pevné čelisti a vrátí se zpět do čidla. Pila přestane podávat materiál a čeká na vložení další tyče.
- Celou pilou prochází válečkový dopravník podpírající polotovar v celé délce pily. Válečková dráha podavače: ložiskové domky válců jsou montovány do podstavce = velká robustnost a přesnost.
- Podavač je vybaven přídavnou hydraulickou brzdou Zimmer, umístěnou na kolejnici lineárního vedení podavače. Brzda fixuje podavač v přesné pozici.
- Podávací svěrák je robustní ocelový svařenec. Čelisti zajišťují bezpečné upnutí materiálu.
- Pohyb čelistí podávacího svěráku po dvou kolejnicích lineárního vedení, pomocí hydraulického válce. Jedna čelist je dlouhozdvihová (posuv dlouhozdvihovým hydraulickým válcem). Druhá čelist je krátkozdvihová (uvolňuje svou pozici při podávání tyče, tím nedochází k opotřebení čelisti a prokluzu materiálu). Krátkozdvihová čelist = bezkontaktní podávání křivého materiálu.
- Pila ve standardním provedení umí otevřít zónu řezu na straně podavače (vyšší životnost pilového pásu při pohybu ramene nahoru)
Standardní výbava:
- Vedení pásu ve vodítkách s destičkami a naváděcími ložisky a po litinových kladkách.
- Vedení pásu ve vodítkách je řešeno pomocí "bezvůlového" vedení pásu, kdy pás je dotláčen hydraulickým válcem, který při výměně pásu zajistí dostatečný prostor pro komfortní vyjmutí starého a vložení nového pilového pásu.
- Pila má na straně pohonu vodítko uložené na pevném nosníku. Na straně napínání je vodítko uloženo na posuvném nosníku.
- Nosník vodítka pásu nastavitelný v celém pracovním rozsahu. Pohyb vodítka je spojený s pohybem čelisti svěráku. Proto není nutné jeho polohu manuálně nastavovat.
- Pila je standardně vybavena hydraulickým napínáním pilového pásu což zajištuje ideální podmínky řezu.
- Automatická indikace správného napnutí pilového pásu.
- Elektromotorem poháněný kartáč zajišťuje dokonalé čištění pilového pásu.
- Pohon pilového pásu prostřednictvím planetové převodovky a třífázového elektromotoru s frekvenčním měničem pro plynulou regulací rychlosti pilového pásu 20 – 100 m / min.
- Chladící systém na řeznou emulzi, vedenou do vodítek pásu a pomocí flexibilního LocLine systému přímo do řezné drážky.
- Robustní podstavec s vynašečem třísek. Podstavec je uzpůsoben pro manipulaci s pilou pomocí jeřábu.
- Mikrospínač napnutí pilového pásu a otevření krytu kladek.
- Ovládání 24 V.
- Stroj vybaven hydraulickou centrálou, která ovládá veškeré funkce automatické pily. Tlačí rameno do řezu, zdvihá rameno, otevírá a zavírá hlavní i podávací svěrák, posouvá podavač, svírá a otevírá vodítka
Základní výbava stroje:
- Vynašeč třísek.
- Lišta s LED pro osvětlení pracovního prostoru.
- Pilový pás.
- Sada nářadí pro běžnou údržbu stroje.
- Návod k obsluze v elektronické podobě na CD.
Pracovní cyklus:
Po odstartování automatického cyklu najede podavač na pozici určenou dle požadované délky kusu, upne svěrák, otevře se hlavní svěrák a podavač posune materiál o zadanou délku do zóny řezu. Hlavní svěrák upne materiál, pila provede řez zvolenou rychlostí. Po dosažení dolní koncové polohy se uvolní zóna řezu – otevře se dlouhozdvihová čelist hlavního svěráku, podavač odsune materiál od hlavního svěráku a rameno vyjede do zadané horní polohy. Následuje posun materiálu pomocí podavače do zóny řezu – normal (podavač se pohybuje mezi nulovou pozicí a pozicí zadané délky podání) nebo incremental (podavač se posune na limitní hodnotu, upne tyč a postupně ji podává do řezu). Hlavní svěrák upne materiál a spustí se řez. Svěrák podavače se posune o vzdálenost dalšího kusu, upne materiál a celý cyklus se opakuje. Obsluha pouze zakládá polotovar a odebírá nařezaný materiál. Během řezání je možné upravovat rychlost pásu a řeznou rychlost ramene.
nebo pošlete poptávku!
